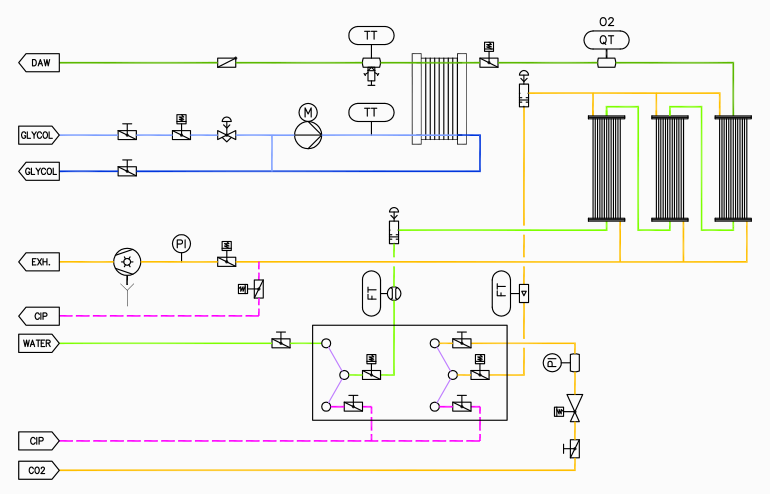
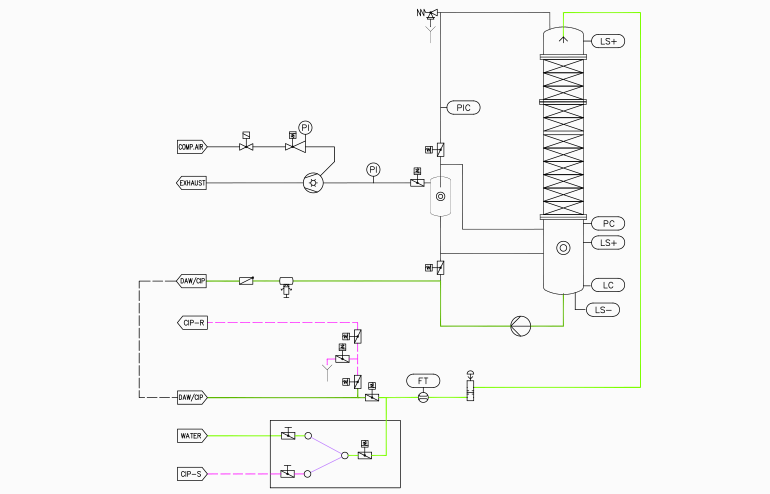
Inside the modules, water flows on the outside around the hydrophobic hollow fibres; inside, in counter- current flow, stripping gas flows. The hollow fibres create an extremely large contact surface between the stripping gas and the deaerated water and let gas through, but no water. The generated vacuum on the gas side of approx. 65 mbar sucks the gas mixture from the modules. Because of the high differential partial pressure caused by the vacuum and the strip- ping gas, the oxygen molecules diffuse from the water into the vacuum. Nitrogen or CO2 can be used as stripping gas.
After passing the membrane modules, the water can optionally be cooled down in a plate heat exchanger.
Sensors for oxygen, flow and temperature monitor the proper functioning of the system. By arranging the modules parallel and in series, almost any capacity and residual oxygen value can be achieved.
The unit can be controlled by a local PLC with a touch panel or by a process control system. Designed for high hygienic standards, all common cleaning agents in the beverage and chemical- pharmaceutical industry can be used for CIP cleaning.